
Evaluating the trade-offs between solutions can be an important part of
product selection. Product features that appear minor may significantly
impact unit performance, life and cost. Further, product features may
also impact the performance of related drive train components in either
positive or negative ways. When evaluating application solutions it is best
to consider the whole picture to determine which solution will meet the
majority of needs in the application.
The art of plant operation is an exercise in trade-offs. The balancing
act of capturing best performance at best cost. The trade-off of unit price
versus unit quality and robustness is one that has been discussed ad
nauseam. We all know, even if we do not always act on it, that it is rare to
get high-end performance for a low-end price. But there is more to it than
that; between equivalently priced solutions there can be less than obvious
differences that may impact product life and performance in dramatic ways.
V-Belt vs. Cog Belt Systems
To illustrate this point we will use that most common of products: the
industrial V-belt drive. Walk into any manufacturing plant and you’ll be hard
pressed to walk far without seeing one, or at least the guard covering one.
Cog belt (left) and V-belt.
V-belts are still available in the A, B and C “classic” belt sizes that
were developed in 1920s. The D and E sizes have largely passed into history
but A, B and C remain common. There are also the Ultra V 3, 5, and 8
sizes developed in the 1950s; a slightly different form than the A,B and C
belts but V-belts nonetheless. The Ultra V units took advantage of newer
materials and manufacturing developments to create a belt that could carry
more load in the same space or the same load in less space. More recent belt
material developments allow high end versions of standard V-belts and Ultra
V-belts to carry even higher loads.
When selecting a belt drive for a new application, it is worth the
time to do sizing of multiple types of belts. Consult with your belt drive
supplier to make sure you are taking into account all of the variables in your
application.
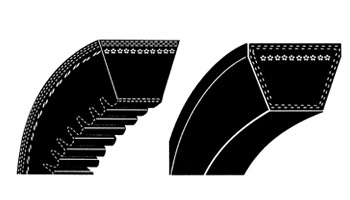
Standard Wrap Molded Belts vs. Raw Edge Cog Belts

Standard wrap molded belt (left) and raw edge cog belt.
Consider for instance the differences between standard wrap molded
belts in comparison to the raw edge cog designs. The cog belts, with their
notched or cogged design, are able to make the curve around the arc of the
sheave in a smaller diameter than the wrap molded. This might mean the
drive can be a smaller diameter pair of sheaves. Smaller diameter will mean
lower cost given that there is less metal in the sheave. When considering
smaller diameter sheaves it is important to ensure that minimum sheave
diameters fall within the standards recommended by NEMA to minimize
motor shaft loads
The raw edge of the cogged designs typically have
a greater coefficient of friction compared to the wrap
molded. That can translate to more power transmitted for
a given application compared to the wrap molded. There
may be applications in your facility where the wrap molded
belt life is less than it once was due to an increase in load;
and in such a situation, changing to a cog belt may result
in an improved belt drive. Cog belts can provide up to
30% more HP capacity than wrap molded. One obvious
trade-off of cog belt versus wrap molded is cost.... Cog
belts cost more. But, that higher capacity for a given size
belt can translate into fewer strands required for a given
load. Decrease a sheave from four grooves to three and that
lower amount of material in the sheaves can translate to
savings.
A narrower sheave can also provide other benefits:
The narrower sheave means lower weight and therefore
lower side load on the bearings. In addition to weight
reduction, on a motor or gearbox because it is a narrower
sheave, the centerline of the load is closer to the bearing
support and therefore less strain on that bearing.
Before you go running off to replace your wrap
molded units with cog belts there are some trade-offs
to consider. For applications where torque spikes are
present, wrap molded units are typically a better choice.
The lower coefficient of friction between the belt and
sheave means the belt can slip when a torque spike occurs
which can soften or absorb the spike isolating it from the
process while protecting the motor and other drivetrain
components. If a torque spike hits your process does it
matter? The cover on the wrap molded units is designed
to absorb slip when it occurs. Slipping of the raw edge belt
may mean more aggressive wear for a cog belt than a wrap
molded.
In applications where there is a fair measure of
ambient grit contamination, use of a wrap molded belt may
be a wise choice as well. The cover is designed to absorb
more of the abrasive scrubbing action on the belt where the
raw edge cog units are not.
Trade-offs can be good if you make them
intelligently. A little extra inertia and load on a bearing
may be just fine if you recognize it up front, because that
will enable you to use a belt that will live longer in your
application environment. Or a little extra belt abrasion
may be the trade-off you make so you can use a narrower,
lighter sheave in a location where you know the existing
bearing may be marginally sized and where extra weight
might give you bearing problems.
Synchronous Belts vs. Roller Chain Drives
In the realm of synchronous belts there have been a
progression of product developments and improvements
that have increased the capacity of synchronous belt drives,
but there are not the same wear issues from family to
family. There is an issue that is unique to synchronous belt
drives of different generations. That is belt width and with
it, noise.
As a synchronous belt engages the sprocket, the teeth
of the belt engage into the corresponding cavities of the
sprocket. As this occurs, air is displaced and that can create
noise. The wider the belt, the greater the noise can be.
Differences in speed will impact this phenomenon.
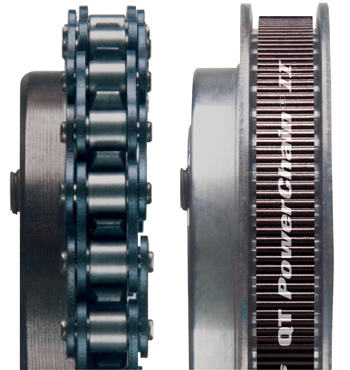
Roller Chain (left) and synchronous belt.
The more recently developed synchronous belts
can carry more HP than previous versions. The impact
of this is the same as with V-Belts. A belt that can carry
more capacity can do so in a narrower sheave or sprocket
than previous designs. That narrower width can mean less
material and therefore lower cost. Plus, lower noise levels
are achieved since there is less air to be displaced. The
trade-off can be that a slightly more expensive belt drive
will yield a narrower, quieter operating belt drive while
lowering bearing side load.
The last few generations of synchronous belts have
been introduced as “Chain Belt Drives” since they share
common characteristics with roller chain. Where the teeth
on the chain sprocket engage the links of the roller chain,
the teeth on the synchronous belt engage the cavities in the
sprocket. They both provide a positive engagement and
timing function that V-belts do not. The development of
synchronous belt drive capacity has reached a point where
the synchronous belt drives carry similar load capacities as
roller chain within a similar envelope.
There are several trade-offs between synchronous
belts and roller chain drives. While synchronous belt drives
will be more expensive, they will last longer; typically
three times longer, but that can vary by application. Belt
drives require no lubrication which can be a cost by itself
and can result in contamination of the product being
processed. Lastly, newer versions of synchronous belts
are designed to limit stretch or elongation which can be a
characteristic of the metal on metal wear occurring in
roller chain.
V-Belts vs. Synchronous Belt Drives
TB Wood's Online Belted Drives Selection Program
An additional trade-off is one that impacts the choice
of V-belt or synchronous belt drive. In some applications,
specifically systems such as fan or pump drives where
loads are consistent and spikes are not common, it is being
found that synchronous belt drives can be more efficient
than V-belts. The positive engagement of the belt in the
sprocket and the lower stretch of synchronous belts can
mean a higher efficiency belt drive. So, the trade-off
becomes the choice of a more expensive synchronous
belt drive that will be more efficient compared to its less
expensive V-belt equivalent.
As always, it is wise to discuss theses trade-off
issues with your belt drive supplier. Application assistance
and sales staffs are usually available to help frame
these choices for your specific situation and to help you
understand the trade-offs you might be making. Most
belt drive suppliers have simple-to-use online selection
programs that allow for the easy selection and comparison
of multiple belt drive solutions.